Design and dimensions
GOST 17379-2001
(ISO 3419-81)
Group G18
INTERSTATE STANDARD
SEAMLESS WELDED PIPELINE PARTS FROM CARBON AND LOW ALLOY STEEL
ELLIPTICAL PLUGS
Design
Carbon and low-alloy steel butt-welding fittings.
Elliptical caps. design
ISS 23.040.40
OKP 14 6800
Introduction date 2003-01-01
Foreword
1 DEVELOPED BY JSC "Corporation MONTAZHSPETSSTROY"
INTRODUCED by the State Committee of the Russian Federation for Standardization and Metrology
2 ADOPTED by the Interstate Council for Standardization, Metrology and Certification (minutes N 20 dated November 1, 2001)
Voted to accept:
State name | Name of the national standardization body |
The Republic of Azerbaijan | Azgosstandart |
Republic of Armenia | Armstate standard |
Republic of Belarus | State Standard of the Republic of Belarus |
Georgia | Gruzstandard |
The Republic of Kazakhstan | State Standard of the Republic of Kazakhstan |
Republic of Kyrgyzstan | Kyrgyzstandart |
The Republic of Moldova | Moldovastandard |
the Russian Federation | Gosstandart of Russia |
The Republic of Tajikistan | Tajikstandart |
Turkmenistan | Main State Service "Turkmenstandartlary" |
The Republic of Uzbekistan | Uzgosstandart |
Ukraine | State Standard of Ukraine |
3 The standard complies with ISO 3419-81 "Alloy and non-alloy steel butt-weld fittings" regarding the design of plugs
4 By the Decree of the State Committee of the Russian Federation for Standardization and Metrology dated May 27, 2002 N 205-st, the interstate standard GOST 17379-2001 (ISO 3419-81) was put into effect directly as the state standard of the Russian Federation from January 1, 2003.
5 INSTEAD OF GOST 17379-83
1 area of use
1 area of use
This International Standard applies to seamless welded elliptical plugs made of carbon steel and low alloy steel.
The scope of the plugs is in accordance with section 1 of GOST 17380.
The requirements of paragraphs 4.1, 4.2 and section 5 are mandatory, the remaining requirements are recommended.
2 Normative references
This standard uses reference to GOST 17380-2001. Seamless welded parts of pipelines made of carbon and low-alloy steel. General specifications
3 Definitions, symbols and abbreviations
Terms, their definitions, designations and abbreviations - according to GOST 17380.
4 Design and dimensions
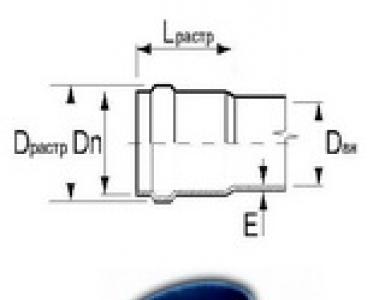
4.1 The design and dimensions of the plugs must comply with those indicated in Figure 1 and in Tables 1 and 2.
Picture 1
Picture 1
Table 1 - Plugs version 1
Dimensions in mm
Weight, kg |
||||
Table 2 - Plugs version 2
Dimensions in mm
Weight, kg |
||||
Note - The mass is given for reference. |
||||
Examples of symbols:
- plugs of execution 1, 60.3 mm, 4.0 mm made of steel grade P5:
Plug 1-60.3 X 4-P5 GOST 17379-2001
Plugs of execution 2, 57 mm, 5 mm from steel of grade 20:
Plug 57 x5 GOST 17379-2001
The same, from steel grade 09G2S for pipelines controlled by supervisory authorities:
Stub P 57x 5-09G2S GOST 17379-2001
4.2 Wall thickness of plugs in non-end sections - not less than .
4.3 By agreement between the manufacturer and the consumer (customer), it is allowed to manufacture plugs of other sizes.
5 Specifications
Specifications - according to GOST 17380
The text of the document is verified by:
official publication
Details of pipelines seamless welded
from carbon and low alloy steel/
Interstate Council for Standardization,
metrology and certification: Sat. GOSTs. -
Moscow: IPK Standards Publishing House, 2002
1. MAIN PARAMETERS AND DIMENSIONS
1.1. The design, parameters and dimensions of assembly units and parts of pipelines must comply with those specified in GOST 22791 - GOST 22826.
1.2. Parts of pipelines are made in four versions. For a specific brand steel, each performance corresponds to specific values of conditional and test pressure given in Table. one.
1.3. If GOST 22791-GOST 22826 does not list all designs for individual conditional passages, then it must be taken into account that these designs include previous designs for each steel grade indicated in Table. one.
1.4. It is allowed, by agreement between the consumer and the manufacturer, to use steels of other grades permitted by the USSR Gosgortekhnadzor, taking into account their weldability, at the appropriate conditional pressures, if their mechanical properties are not listed below in Table 2.
Table 1
|
steel grade |
Standard |
Part execution |
Pressure, MPa |
|
|
conditional |
||||
|
10X17H13M2T, 10X17H13M3T, |
||||
Notes:
1. The chemical composition of steel grades 20YuCh, 15GS, 20Kh2MA, 22Kh3M - according to the regulatory and technical documentation of manufacturers.
2. Steel grade 20 for adapter flanges, adapter flanges with inserts, flange plugs and plugs with inserts is not allowed. For the manufacture of these parts P up to 32 MPa (320 kgf / cm 2) and temperatures from minus 40 to plus 200 ° C, steel grades 35, 40, 45 according to GOST 1050 should be used.
3. It is allowed to use steel grades 35, 40.45 for the manufacture of flange plugs and plugs with inserts up to 35 mm thick on P up to 63 MPa (630 kgf / cm 2) and temperature from minus 40 to plus 200 ° C.
table 2
|
steel grade |
Yield strength σ 20, MPa (kgf / mm 2) |
Tensile strength σ in, MPa (kgf / mm 2) |
Relative elongation δ 5 % |
Impact strength KCV, J/cm2 (kgf m / cm 2) |
Hardness, HB |
1.5. Working pressure depending on the working temperature of the medium must comply with Appendix 2
1.6. The wall thickness of the parts is taken taking into account wear allowances. The values of wear allowances are given in Appendix 2.
1.7. The symbol for pipeline parts is given in GOST 22791 - GOST 22826.
1.8. The minimum temperature for the use of steel grades, depending on the type of heat treatment for flanged and welded parts, must comply with Appendix 3
1.9. The limits for the use of parts operating under conditions of hydraulic shocks, sudden heat changes, variable loads, specific physical and chemical properties of the medium (including aggressiveness, requiring an increase in wear more than specified in Appendix 2) should be set in technical specifications and industry standards.
2.TECHNICAL REQUIREMENTS
2.1. Characteristics (properties)
2.1.1. Assembly units and parts of pipelines must be manufactured in accordance with the requirements of this standard, in accordance with GOST 22791 - GOST 222826 and according to working drawings approved in the prescribed manner.
2.1.2. Pipeline parts should be made from forgings, forgings and pipes.
The dimensions of the forgings must correspond to the dimensions of the finished parts, taking into account machining allowances, dimensional tolerances, technological and sample allowances.
Fittings, pockets, resistance subthermometers and thermoelectric thermometers, adapters and elbows, adapter flanges, adapter flanges with inserts, flange plugs, plugs with inserts with a nominal bore of 50 mm or less are allowed to be made from long products.
In the manufacture of forgings of forged, rolled blanks and rolled sections, the forging must be at least 1.5.
2.1.3. Forgings, stampings, long products, billets from pipes after bending should be subjected to heat treatment.
2.1.4. Blanks for bends made of steel grades 20, 15GS, 14KhGS after cold bending can only be subjected to tempering, provided that prior to cold bending, the blanks were quenched with tempering or normalized.
2.1.5. Heat treatment modes are given in Appendix 4.
2.1.6. The mechanical properties of workpieces on samples cut in the tangential direction at 20 ° C after heat treatment must correspond to those indicated in Table. 2.
2.1.7. Acceptance characteristics:
1) yield strength (σ 20);
2) tensile strength (σ in);
3) elongation (δ 5);
4) impact strength (KCV).
2.1.8. Blanks must not have internal defects detected during ultrasonic testing, exceeding the standards established by GOST 24507 for quality group 2 P.
2.1.9. Cracks, delaminations, shells and pores are not allowed on the outer surface of finished parts. In the places of stripping, the wall thickness should not go beyond the allowable deviations.
On the surface of the finished elbows along the parting line of the calibration dies, traces of matrix clamps are allowed.
Magnetic particle and color flaw detection is carried out selectively in those places where it is difficult to determine defects by external examination, as well as in places where surface defects are corrected.
The size of defects such as cracks, delaminations, shells, pores, tears, detected during magnetic particle flaw detection in accordance with GOST 21105, should not exceed the size of defects detected at the conditional sensitivity level "B", and with color flaw detection in accordance with GOST 18442 defects detected at sensitivity class III.
2.1.10. At the request of the consumer, parts of pipelines made of corrosion-resistant steels should not be prone to intergranular corrosion. Steel grade 03X17H14M3 should be tested for the content of the ferrite phase. The content of the ferrite phase should not exceed 0.5 points (1-2%).
2.1.11. Contamination of metal blanks of pipeline parts (except for parts made of corrosion-resistant steels) with oxides, silicates and sulfides should not exceed an average score of 3.5, the maximum score for silicates and oxides is 5, for sulfides - 4.
2.1.12. Details of pipelines must withstand test pressure in accordance with Table. one.
2.1.13. The thread must be made in accordance with GOST 9150, GOST 24705. The shape of the depressions of the external threads must be rounded. Thread tolerances - 6Н, 6g in accordance with GOST 16093. Dimensions of chamfers, runs and undercuts - in accordance with GOST 10549. Runs and undercuts are normal.
2.1.14. The thread must have a clean, smooth surface without burrs, sharp edges of toffees. The presence of threads with a broken incomplete thread, as well as defects that prevent the passage of a threaded gauge, are not allowed.
2.1.15. Threading at elbows with supports in accordance with GOST 22795 should be done after welding the supports to elbows and general heat treatment according to the regime in accordance with Appendix 4.
2.1.16. Limit deviations of the bending angle and turn of the bending planes of bends, bends, double bends - no more than ±1°.
2.1.17. Tolerance of perpendicularity of the surface of the ends of bends, elbows, elbows, tees, double elbows, transitions relative to the axis of the hole, the tolerance of parallelism of the surface of the ends of tees, transitions - according to the 14th degree of accuracy of GOST 24643.
2.1.18. Ovality according to GOST 24642 at the bend of bends, double bends, bends should not exceed 8% of the nominal outer diameter.
The ovality of any section of stamped elbows should not be more than 3.5%. The value of the ovality of the section as a percentage in the places of the bend is determined by the formula
where Dmax and Dmin- respectively, the maximum and minimum outer diameters measured in one section.
2.1.19. Tolerance of perpendicularity of the axes of the threaded holes relative to the end surface - according to the 12th degree of accuracy of GOST 24643.
2.1.20. Positional tolerance of the axes of threaded holes and bolted circles - according to GOST 14140.
2.1.21. Limit deviations of dimensions, machined surfaces: holes -H14; shafts - hl4; the rest - .
On raw surfaces after stamping, tolerances for accuracy class II in accordance with GOST 7505.
2.1.22. Cutting for a pile of edges of pipeline parts in accordance with GOST 22792, GOST 22793, GOST 22818 - GOST 22826 - in accordance with. Appendix 5.
2.1.23. The length of the studs for flange connections must be selected in accordance with Appendix 6.
2.2. Completeness
2.2.1. Parts of pipelines with threaded ends must be equipped with flanges.
2.2.2. Elbows and bends with pockets for resistance thermometers and thermoelectric thermometers are completed in accordance with the nomenclature of parts specified in GOST 22810, GOST 22811.
2.2.3. Elbows according to GOST 22800, GOST 22821, tees according to GOST 22802, GOST 22823, insert tees according to GOST 22805, GOST 22825 and adapter flanges according to GOST 22813, GOST 22814 are completed with thrust studs and nuts.

2.3. Marking
2.3.1. Finished parts of pipelines should be marked with an impact method to a depth of not more than 0.3 mm. On parts made of steel grade 20YuCh, operating in an all-hydrogen-containing environment, marking should be applied with bright indelible paint.
2.3.3. The place of marking should be framed with bright paint and protected with a colorless varnish.
2.4. Package
2.4.1. The treated surfaces of parts must be preserved in accordance with GOST 9.014. Product group 1-2, storage category and transportation conditions - Zh, protection option VZ-1, packaging option VU-2, VU-4. Preservation period - at least 3 years. Parts of pipelines made of corrosion-resistant steels are not subject to conservation.
2.4.2. Blind lenses, lens outlets, measuring diaphragms should be coated with neutral lubricants, wrapped with oiled paper in accordance with GOST 515 or GOST 16295.
2.4.3. The connecting threaded ends of the parts must be recessed into the flanges by 5-10 mm. Holes with an internal diameter of up to 125 mm must be closed with plugs in accordance with GOST 22241, over 125 mm - with wooden plugs using polyethylene or PVC film. Connecting threaded ends, on which flanges are not screwed, must be protected by threaded plugs or a wooden crate, firmly tied in at least two places.
2.4.4. Parts should be packed in wooden non-separable boxes:
types I-IV according to GOST 2991 - parts with a total weight of up to 500 kg;
types I-II according to GOST 101898 - parts with a total weight of over 500 to 3000 kg.
Additional requirements for packaging of parts for the regions of the Far North and hard-to-reach areas - according to GOST 15846.
The overall dimensions of the boxes should be taken taking into account the size of the parts in accordance with GOST 21140.
2.4.5. To prevent the movement of parts in boxes, gaskets, spacers, and supports should be provided.
2.4.6. The design of the package must ensure the possibility of using mechanized methods of carrying out loading and unloading operations.
2.4.7. On each box with indelible paint must be applied:
1) name of the manufacturer;
2) symbol for packaged parts;
3) number of parts;
4) gross weight.
2.4.8. Each box must contain a packing list, which must indicate:
1) manufacturer;
2) batch number of parts;
3) the number of parts of each size with the designation of the standard;
4) date of preservation.
The packing list must be enclosed in a plastic film bag in accordance with GOST 10354.
2.4.9. A batch of parts must be accompanied by a passport in accordance with GOST 2.601 with additional data:
1) the name of the manufacturer, indicating its location (postal address);
2) symbolic designation of parts;
3) the number of parts in the lot;
4) lot number;
5) part number;
6) type of heat treatment;
7) the results of all tests provided for in this standard.
2.5. Reliability indicators
Assigned resource before replacement - 34560 h.
Criteria for the limiting state of assembly units and parts of pipelines are set in the technical conditions for products of specific types.
3. ACCEPTANCE
3.1. The manufacturer must carry out acceptance testing of pipeline parts for compliance with the requirements of paragraphs 2.1.6, 2.1.8-2.1.14, 2.1.16-2.1.22.
3.2. Piping parts should be accepted in batches. A batch of finished parts should consist of products of the same standard size, made from blanks of the same batch.
3.3. A batch of blanks should consist of blanks of the same heat, the same size, which have undergone joint heat treatment.
It is allowed to complete batches from blanks of various sections. In this case, sampling for testing should be carried out from blanks of small cross section.
3.4. Acceptance control according to paragraphs. 2.1.9, 2.1.13, 2.1.14, 2.1.16-2.1.22 each part must be subjected.
3.5. Types of acceptance control of blanks and finished parts according to paragraphs. 2.1.6, 2.1.8-2.1.12must correspond to those indicated in the table. 3
Table 3
|
the name of detail |
Scope of acceptance control |
|||||||
|
blanks at |
Finished parts |
|||||||
|
hardness tests |
tensile and impact tests |
ultrasonic flaw detection |
tests for tendency to intergranular corrosion |
control of contamination with non-metallic inclusions |
hydraulic tests |
magnetic particle or color flaw detection |
spectral analysis |
|
|
Tees, elbows, inserts, elbows, bends, transitions, fittings |
Each blank, except for blanks made of corrosion-resistant steels |
According to GOST 8479, according to GOST 25054, group IV |
Each blank |
1% blanks from a batch of corrosion-resistant steels, but not less than 1 pc. |
Each heat |
Every detail |
Every detail |
Every part except carbon steel parts |
|
Measuring diaphragms, lens taps |
||||||||
|
Adapter flanges, plugs, pockets for thermoelectric thermometers and resistance thermometers |
||||||||
Notes:
1. Hydraulic testing of parts that have passed ultrasonic testing may not be carried out. In this case, the test pressure must be guaranteed by the manufacturer. For parts subjected to a hydraulic test, magnetic particle or color flaw detection should be carried out after the hydraulic test.
2. Ultrasonic flaw detection may not be carried out if the dimensions and configuration of the workpieces do not allow. In this case, a hydraulic test is mandatory.
4. TEST METHODS
4.1. The mechanical properties of the metal of the blanks according to clause 2.1.6 are controlled by tests:
1) for Brinell hardness - according to GOST 9012.
Brinell hardness tests on workpieces with a length of 1500 mm or more are carried out at least at 3 points along the length of the workpiece;
2) for tension - according to GOST 1497.
3) for impact bending - according to GOST 9454, sample type 1. From each workpiece selected for mechanical testing, one sample is tested for tension, two - for impact bending.
4.1.1. Upon receipt of unsatisfactory tests of at least one of the samples, a second test should be carried out on twice the number of samples taken from the same workpiece.
It is allowed to carry out tests on samples taken from other batch blanks with the same hardness or hardness differing by no more than 5%.
If unsatisfactory results are obtained during repeated tests of at least one of the samples, then the batch of blanks must be subjected to repeated heat treatment.
The procedure and scope of testing blanks after repeated heat treatment - according to clause 3.5 and this clause.
4.1.2. The number of repeated heat treatments should not exceed two. Additional tempering does not count as re-heat treatment.
4.1.3. The minimum wall thickness of bends and bends with an outer diameter of 40 mm or more must be checked for each part by a non-destructive method.
4.1.4. The appearance of the parts of the assembly units is controlled visually without the use of magnifying devices.
4.1.5. Dimensions of parts according to paragraphs. 2.1.13, 2.1.14, 2.1.16-2.1.21 are controlled with squares, gauges or other control and measuring instruments.
The patency of internal cavities and stamped parts (elbows, elbows) is checked with a ball with a diameter of 0.85 of the inner diameter of the elbow or elbow.
4.1.6. Sampling for mechanical testing:
from forgings - according to GOST 8479;
from blanks from long products - according to GOST 7564;
from billets from pipes - according to GOST 10006.
4.1.7. Specimens for mechanical testing should be cut out from the sample laps, from the body of the workpiece, or from a separate sample of the same heat of the same or larger cross section, which has gone through the same technological operations and heat-treated together with the workpieces of this batch.
4.1.8. Samples for mechanical testing of blanks of bends with a wall thickness of 16 mm or more, which after cold bending are subjected only to tempering, must be cut from the stretched part of the blank or a specially bent sample of the same heat, of the same diameter and bending radius after joint tempering of this batch of blanks of bends.
4.1.9. The mechanical test pieces shall be cut in the tangential direction. If the dimensions of the workpieces do not provide the possibility of cutting samples in the tangential direction, then it is allowed to carry out tests on longitudinal samples.
LENGTH OF STUDS OF FLANGED CONNECTIONS
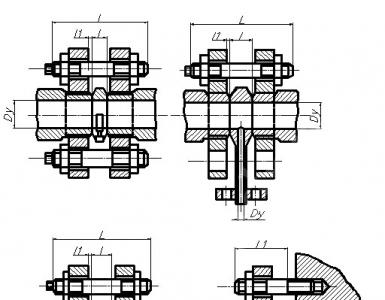
CUTTING PIPE ENDS AND PIPELINE PARTS FOR WELDING
Table 8
Dimensions, mm
|
Conditional pass, D |
Execution |
Cut type |
Connected pipe size D× S |
||
|
Previous off |
|||||
Product description
The pipeline element is a convex seamless part that resembles an ellipse in section. It is used in the housing and communal sector, oil, chemical, oil and gas, metallurgical and other related industries when laying steel technological pipelines.
The spherical (elliptical) plug GOST 17379-83 creates a hermetic overlap of the end pipe sections, partially or completely restricts the movement of working flows.
Characteristic
Reinforcement is made of steel (st20, 09g2s) according to the drawings, dimensions and other requirements specified in the industry standard. The material provides products with high strength, hardness, resistance to corrosion processes, the ability to operate in any climatic conditions.
Fittings are designed to work with non-aggressive, medium-aggressive media, steam and water. Parameters of transported products:
- temperature values - from -70⁰C to +450⁰C;
- nominal pressure - no more than 16 MPa.
The weight of the product depends on the diameter. Installation of pipe parts is carried out by butt welding.
How to place an order
You can buy pipeline elements, find out the price, terms of shipment from our operators by phone, e-mail or using the feedback form. We ship orders throughout Russia, CIS countries and East Asia.
The product is made from certified raw materials. It is tested for accuracy of execution on test benches, by a thorough inspection. The surface of the products does not contain cracks, delaminations, dents and other damage. The technical level corresponds to PND.
GOST 17379-2001
(ISO 3419-81)
Group G18
INTERSTATE STANDARD
SEAMLESS WELDED PIPELINE PARTS FROM CARBON AND LOW ALLOY STEEL
ELLIPTICAL PLUGS
Design
Carbon and low-alloy steel butt-welding fittings.
Elliptical caps. design
ISS 23.040.40
OKP 14 6800
Introduction date 2003-01-01
Foreword
1 DEVELOPED BY JSC "Corporation MONTAZHSPETSSTROY"
INTRODUCED by the State Committee of the Russian Federation for Standardization and Metrology
2 ADOPTED by the Interstate Council for Standardization, Metrology and Certification (minutes N 20 dated November 1, 2001)
Voted to accept:
State name | Name of the national standardization body |
The Republic of Azerbaijan | Azgosstandart |
Republic of Armenia | Armstate standard |
Republic of Belarus | State Standard of the Republic of Belarus |
Georgia | Gruzstandard |
The Republic of Kazakhstan | State Standard of the Republic of Kazakhstan |
Republic of Kyrgyzstan | Kyrgyzstandart |
The Republic of Moldova | Moldovastandard |
the Russian Federation | Gosstandart of Russia |
The Republic of Tajikistan | Tajikstandart |
Turkmenistan | Main State Service "Turkmenstandartlary" |
The Republic of Uzbekistan | Uzgosstandart |
Ukraine | State Standard of Ukraine |
3 The standard complies with ISO 3419-81 "Alloy and non-alloy steel butt-weld fittings" regarding the design of plugs
4 By the Decree of the State Committee of the Russian Federation for Standardization and Metrology dated May 27, 2002 N 205-st, the interstate standard GOST 17379-2001 (ISO 3419-81) was put into effect directly as the state standard of the Russian Federation from January 1, 2003.
5 INSTEAD OF GOST 17379-83
1 area of use
1 area of use
This International Standard applies to seamless welded elliptical plugs made of carbon steel and low alloy steel.
The scope of the plugs is in accordance with section 1 of GOST 17380.
The requirements of paragraphs 4.1, 4.2 and section 5 are mandatory, the remaining requirements are recommended.
2 Normative references
This standard uses reference to GOST 17380-2001. Seamless welded parts of pipelines made of carbon and low-alloy steel. General specifications
3 Definitions, symbols and abbreviations
Terms, their definitions, designations and abbreviations - according to GOST 17380.
4 Design and dimensions
4.1 The design and dimensions of the plugs must comply with those indicated in Figure 1 and in Tables 1 and 2.
Picture 1
Picture 1
Table 1 - Plugs version 1
Dimensions in mm
Weight, kg |
||||
Table 2 - Plugs version 2
Dimensions in mm
Weight, kg |
||||
Note - The mass is given for reference. |
||||
Examples of symbols:
- plugs of execution 1, 60.3 mm, 4.0 mm made of steel grade P5:
Plug 1-60.3 X 4-P5 GOST 17379-2001
Plugs of execution 2, 57 mm, 5 mm from steel of grade 20:
Plug 57 x5 GOST 17379-2001
The same, from steel grade 09G2S for pipelines controlled by supervisory authorities:
Stub P 57x 5-09G2S GOST 17379-2001
4.2 Wall thickness of plugs in non-end sections - not less than .
4.3 By agreement between the manufacturer and the consumer (customer), it is allowed to manufacture plugs of other sizes.
5 Specifications
Specifications - according to GOST 17380
The text of the document is verified by:
official publication
Details of pipelines seamless welded
from carbon and low alloy steel/
Interstate Council for Standardization,
metrology and certification: Sat. GOSTs. -
Moscow: IPK Standards Publishing House, 2002